


想象一下,你正试着在钢琴上学习一首新曲子,但是乐谱上十个音符中只有一个。那不是很困难吗?
这就是了解你的机器正在做什么数据,这些数据只能从整个部件中播放几张音符。就像肖邦一样,机器写入复杂的,细微差别的旋律,当在它播放的笔记中表示不完整的图片时,在不完整的图片中表示。
在过去几年的某个时候,我们意识到我们正常适配器的采样频率非常适合仪表板,基准测试和某些类似于我们在之前的博客文章中详述的应用程序的应用。例如,低频数据可以实现基于机床工具的电机温度的条件的监控,因为温度通常不会波动超过每秒钟。但温度不是复杂的旋律;这就像把低音线播放到慢跑歌曲。
然而,在目前的采样率下,我们无法有效地实现基于状态的监测,比如主轴负载。这主要是因为我们在数据中没有捕获足够的工件来准确地表示机器上的动态和连续现象。我们认为“动态连续现象”是指机器上的任何物理过程,它跨越一段时间,具有细微的、快速变化的特征,比如机器切割一块金属时的负载。
简单的演示如下,注意到我们只看到了机器上发生的事情的非常粗略的草图(就像一张音乐的低音谱号部分),而不是机器本身的实际操作。蓝线表示我们目前的样本(低频,〜0.6Hz),而橙色线表示同一部分的1 kHz采样率。红色圆圈突出显示当前正在采样的高频线上的点。

正因为如此,我们知道为了深入任何类型的更深入的工作,我们需要为数据建立一个新的、健壮的流,它实际捕获机器上的所有工件。至少,我们现在正在收集更好的真实数据。向我们的客户提供真实数据的能力本质上是有价值的,无论它可能带来任何应用程序。仅仅听到钢琴奏鸣曲的左手部分,就会对作曲家在这首曲子背后的意图产生极大的不公,就像仅仅分析机床速度和进给的低频部分,就会导致对其操作的完整美感的不完整描绘。
使用欠采样数据进行高级分析工作,并在最佳的情况下,如果在关键申请中投入生产,最差的危险性。作为数据的管家,我们觉得尽可能准确地代表机器的责任,并将资源投入到整个行业的改善。
为什么我们要从控制室得到它?
如果您对制造业的预测维护系统进行了文献综述,您将看到最多,如果不是全部,则解决方案倡导第三方传感器。售后市场传感器装置可能是昂贵的,难以规范化,并受降解。你在哪里放置传感器,当它被撞到的地方时会发生什么?您的客户可以安装和调整传感器吗?或者您需要每次需要调整时为它们收取每位迪姆吗?
复合此问题,在受控环境中创建和测试了许多开发的解决方案,使其在大多数现实世界的情景中产生不现实。副作用是,大量的预防性维护系统需要拆卸和重新组装加工表以适应所需的传感器[1]。这些侵入式安装程序通常不允许在生产环境中,因为改变加工表将使机床的保修失效[2]。最后,许多现有的解决方案倡导机床内部机柜内的传感器,这在大多数现实世界应用中需要适应涉及冷却剂,润滑剂和金属芯片的敌对加工气候。因此,开发了以前的解决方案的场景在所有驯服的实验室环境中也不是现实。
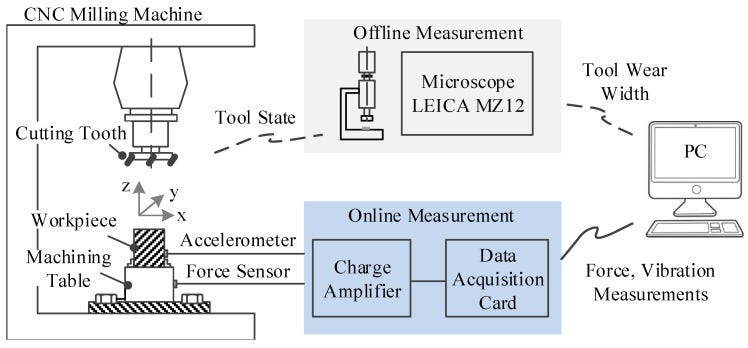
虽然我们也有基于传感器的集成,但MachineMetrics在很大程度上直接从机器的控制中收集数据,绕过了对额外传感器的需求和与它们相关的复杂性。我们这样做是因为它更易于扩展,并使客户能够自行安装我们的产品;当只需要将边缘设备插入到控件上的以太网端口时,将监控解决方案连接起来要容易得多。这一策略的影响是巨大的,因为我们的产品和算法变得自我传播,覆盖面常常在没有我们严格意图的情况下增长。这些新的数据来源几乎在所有机床上都是普遍存在的和标准化的,代表了一个丰富的、未开发的资源,可以从中获得新颖的见解。这是一种实现工业4.0民主化的方式,是对原有的内部安装方式的诅咒。
我们是如何获取高频数据的?为什么不定期这样做?
几乎所有我们在该行业中谈到的人都表示他们在1-4 Hz上采样控制数据。用于提取几乎所有制造商的控制数据的正常API仅允许以此速率进行采样。我们认为这是文学中的案例,采样率在〜40赫兹以尤其是专用的研究人员排名。
我们在去年的大部分时间里讨论了如何移动过去这个约束,几个小时的时间在于机床和控制手册,从日语翻译成英语。这并不容易。

经过大量的研究和调查,我们很高兴地发现,一个主要的控制制造商,生产大量的数控机床控制,有一个高频通道的关键指标,如主轴速度,负载,命令速度,温度和电流。我们更高兴地发现,我们目前使用的大约一半的轧机和车床都有这种特殊类型的控制,所以无论我们能够开发出什么样的解决方案,都会立即影响到我们很大一部分的客户。
高频信道以1 kHz的完全设计,这是一个设计的,这可能是因为磨机倾向于在〜10,000 rpm的最大值下旋转,这是最多几百Hz。当数据以1 kHz采样数据时,奈奎斯特频率或有效的采样频率,是其中的一半。这意味着谐波在200 Hz时表现为400 Hz采样率才能完全代表,否则将发生混叠。在上面添加一个舒适的缓冲区,您可以获得1 kHz。
启用高频数据的特质
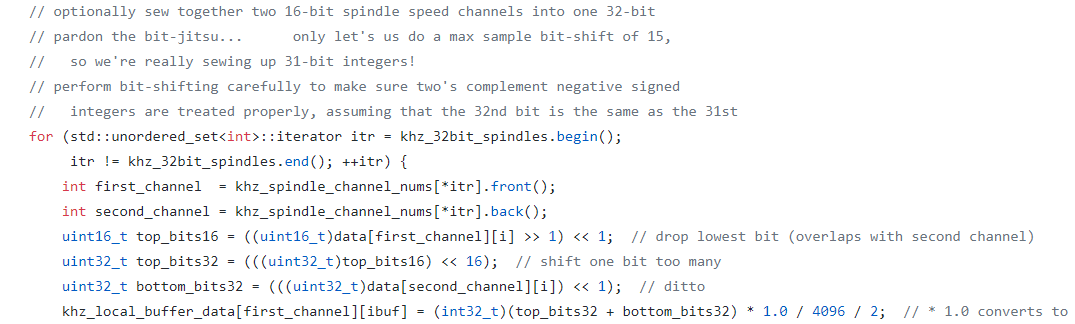
为什么以前没有完成?除了在控制API内部深度埋入的高频功能之外,还应注意,应注意数据收集过程中有各种特质,需要与我们自己的专有启发式引擎进行占用。我们遇到的一些问题被引用为下面的例子,但问题是无数,有时只是需要的审判和错误。
例如,来自机器的原始数据被编码为32位整数。遗憾的是,通过来自API的高频函数提取的数据将下采样为16位整数。这必然会失去关于高精度数量的信息,并运行导致12,345像转换为345的基础2种的危险。控制制造商提供每个度量的换档参数,这使我们能够选择16位的块我们想保持。例如,对于主轴速度,默认Shift = 0对应于每4096单位的1 rpm。这为我们提供了1/4096分辨率的动态范围为+ -8 rpm。选择Shift = 11,相反,为我们提供了1/2分辨率的动态范围+ -16,384 rpm。如果没有使用此Shift参数,我们从未能够获得准确的数据。
另一个特性是通过API输出的原始数据与机器上的实际物理活动之间发生的断开。特别是,由API输出的主轴电机转速与机床上的实际主轴转速有一个齿轮传动系数的差异。这个齿轮系数是通过另一个API调用输出的,只有这两个因素的组合才能给我们一个实际主轴转速的准确表示。
这些特点可能是由API甚至PLC / CNC架构的API和脱节设计引起的。由于先进的机器监控是一种相对较新的现象,因此制造商可能从未打算用于这些API,以便在外部使用外部或这种方式,因此没有为我们的新颖使用设计。该控制制造商的高频通道的原始目的实际上是一个名为“伺服指南”的产品,这允许客户以高频从机器获取快速样本,以便进行诊断。由于我们正在为自己的目的重新采用此功能,因此我们相信MachinineMetrics在世界上使用该控制制造商的高频率能力运行了最长的实验。
通过结合领域知识和对API的逐渐熟悉,我们能够智能地解释这些怪癖,并从一个原本晦涩的平台中提取有意义的信息。
即使在技术考虑因素之外,其他机器监控公司也默认使用传感器而不是控制数据,它绕过处理奇怪的控制API问题,但介绍了上一节中详述的问题。
如果你尝试做事而没有高频数据的事情会发生什么?
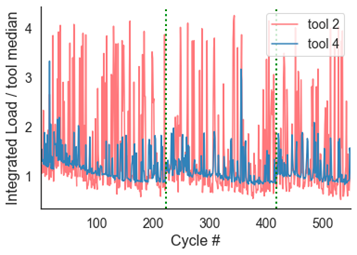
我们可以通过高频数据演示两种直接和简单的用例。首先是监控偏移对负载的影响。下面的曲线显示了许多零件周期的负载,每次都有跳转,那就是运营商在其机器上偏移时。显示此信息对运营商非常有用,以确保其偏移保持在可接受范围内的负载。
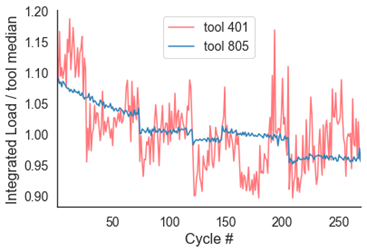
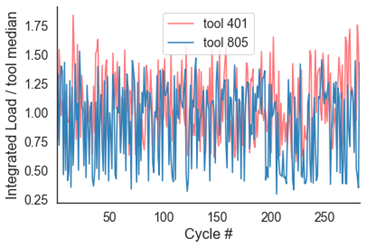
当我们尝试对低频负载做同样的分析时,我们得到以下结果:随机噪声。这是因为欠采样从负载签名中删除了关键的工件,并且随着时间的推移进行分析时,模式变得模糊。
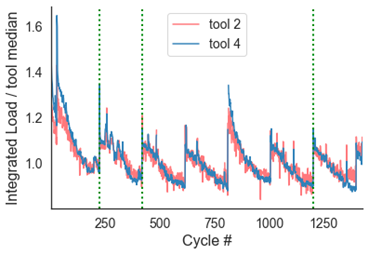
第二个可能的用例是监控栏变化对负载的影响。以下是瑞士CNC上的1000个零件周期。您可以清楚地看到负载中的斜坡下降模式作为栏变短且更短。这是因为它需要更少的能量来旋转一个小条与大杆。随着条形图变换,负载从低谷跳转到峰值。该信息可用于跟踪,显示和警报随时间消耗的条形数的算子,并且甚至可以用于栏柱的概率模型中。在我们的产品中立即表现出来可以在自动停机标签中 - 而不是让我们的客户手动选择停机类别,我们现在可以在检测到这种现象时为它们标记它。应注意,绿色点是触发Barfeeder警报的地方,表明需要重新加载机器。
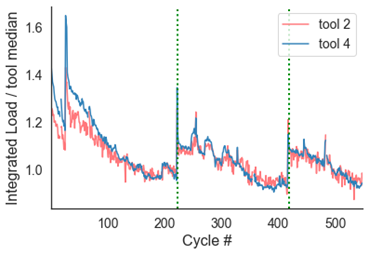
放大到前500个周期,我们看到随时间的负载呈现出左侧(高频)的良好,可预测的图案,但是由右侧的随机噪声(低频)高度损坏的模式。如果不是不可能的话,将重新计算或预测的栏的数量,当栏即将与右侧的数据一起耗尽时,将是明显的。
下一步
随着我们走向更深入的高频数据调查,我们看到我们可以采取的两个主要研究路径。
很可能(2)会告诉(1),但我们期待着解开高频控制数据的秘密。当我们通过挖掘大量高频数据来揭开机床的神秘面纱时,我们发现了隐藏在错综复杂的数据足迹中美丽而响亮的奏鸣曲。
现在是从事制造业研究的激动人心的时刻!
来源
[1]学习通过卷积双向LSTM网络监控机器健康。https://www.ncbi.nlm.nih.gov/pubmed/28146106
DMG Mori有限公司保修。https://us.dmgmori.com/resource/blob/128176/45cf01b93634fb6c53ccf4ab3a51908b/dmg-mori-limited-warranty-us-pdf-download-data.pdf.pdf.
准备好授权你的车间了吗?
了解更多.svg)










评论