


机器操作员通过分配给环境中的每台机器并与之共存的平板电脑与MachineMetrics进行交互。本文解释了Executive和Manager用户如何也可以访问和使用operator平板电脑界面视图,并解释了该界面提供的信息和功能。
文章主题
本文涵盖了以下主题:
访问操作员平板电脑界面视图
MachineMetrics执行和管理用户可以通过操作面板访问任何机器的界面视图吗当前转变仪表板界面如下:
- 登录到MachineMetrics。
- 从任何当前的Shift Dashboard视图中,单击要查看的机器的磁贴。
- 机器平铺将更改为显示多个图标。要更改为操作员平板电脑界面视图,请单击互动程序右下角的展开箭头图标,如下所示:
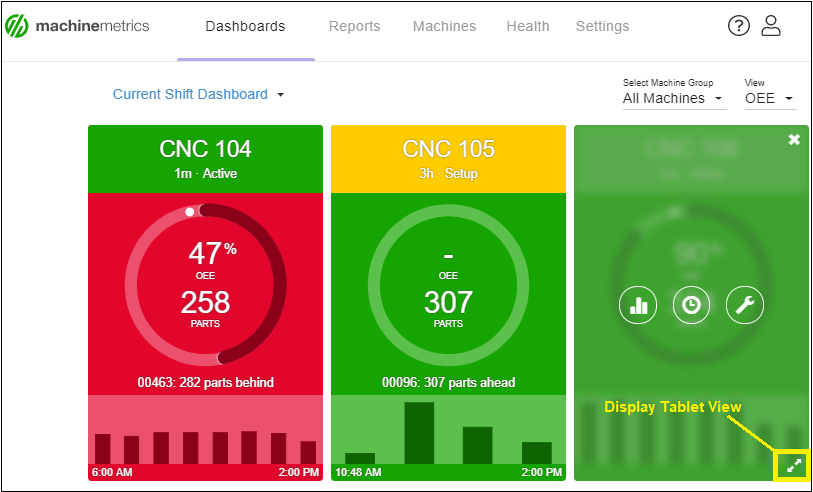
- 操作面板界面视图将显示如下:


操作面板界面布局和功能
MachineMetrics操作面板界面视图提供了以下信息和功能功能:
- 机器操作和零件目标状态的可视化指示器
- 机器性能数据为当前变化的各种指标
- 能够对停机时间进行分类
- 启动和停止工作的能力
- 零件拒收能力
- 能够登录作为机器操作员的班次(如果运营商的洞察力启用)
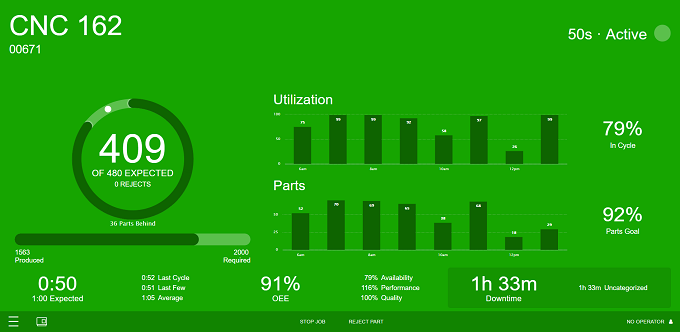
下图突出显示了操作员平板界面提供的信息和功能。

机器及工作识别
操作面板界面的左上角显示机器名和工作当前运行。”没有工作运行如果没有作业被启动,将显示。

操作面板界面背景颜色代码
操作员平板电脑界面视图的背景色表示正在运行的作业的当前零件目标状态。

操作面板界面的背景色代码与所使用的相同当前转变仪表板瓷砖:
- 绿色/目标:机器的性能达到或高于作业的零件目标。
- 橙色/警告:机器的运行低于作业的零件目标,但高于故障阈值,并且在当前运行条件下可能达不到目标。
- 红/失败:机器的运行低于作业的警告阈值,在当前运行条件下将无法达到目标。
- 灰色/不工作运行:机器上没有启动任何作业。
操作状态
操作板界面的右上角显示机器运行状态(文字和彩色指示点),并有一个时间计数器显示机器处于该状态的时间长度。





可能的机器运行状态(以及相应的网点颜色代码)包括:
- 活跃的(绿点):机器正在积极加工零件。
- 闲置(蓝色的点):机器运行正常,但不能加工零件。
- 设置(黄色的点):机器在MachineMetrics中处于安装阶段。
- 没有报告(灰色的点):机器对MachineMetrics通信没有响应。
- (错误文本)(红点):机器不加工零件,因为一个错误的条件。红点旁边的文本将是错误条件的名称。
部分生产
操作板界面的左中区域提供图形进度指示和零件生产相关的数据。

该区域提供以下信息:
- 当前班次工作进度:进度指示符循环用于指示当前班次的作业进度。当作业开始时,一个不断更新的进度条从循环的顶部开始,并随着零件的生产沿顺时针方向进行,直到当前移位结束。一个白点表示如果进度条在轮班期间以100%的零件目标生产率生产零件,那么进度条在循环中的位置。
- 部件/预期/拒绝:进度指示器循环内的数字显示如下:
- 作业运行开始后生产的零件数
- 预计在当前班次结束前生产的零件总数
- 在生产过程中被拒收的零件总数。
- 生产的零件与零件相比目标:进度指示符循环下面的数字表明,与该作业的零件目标生产率相比,作业运行期间迄今产生的数字领先或落后了多少。
- 总工作进展:在零件生产区域的底部是一个进度指示器条,它显示所有机器运行的所有作业的进度与整个作业所需的零件总数的比较。指示器栏下面显示了所有Job运行到目前为止生产的零件数量,以及在创建Job时指定的所需零件的总数(参见数量要求在工作文章)。
利用性能
的利用操作台界面中间区域的条形图显示了每小时机器的利用率。在Utilization条形图右侧显示的是自当前移位开始以来机器的平均利用率。

部分的性能
的部分Utilization柱状图下面的柱状图显示了该班次到目前为止每小时机器生产的零件数量。在Parts条形图的右侧显示的是自当前移位开始以来机器的Parts Goal性能百分比。

周期时间
操作板界面的左下方显示了当前班次的机器周期时间相关信息。

该区域提供以下信息:
- 指示当前机器周期的时间长度的时间计数器。随着每个新周期的开始,计数器将重置为零。
- 为作业配置或基于Parts Goal计算的预期周期时间。
- 紧接在当前周期之前的周期的周期时间。
- 前几个周期的平均周期时间。
- 自作业开始以来整个轮班的平均周期时间。
OEE总结
操作板界面的底部中心显示与当前班次的机器整体设备效率(OEE)性能相关的信息。

此区域提供了查看当前班次的机器的以下oee相关信息:
- OEE百分比
- 可用性百分比
- 性能的百分比
- 质量百分比
停机时间总计、分类和分割
操作面板界面的右下角显示当前班次的机器停机总时间和未分类的停机总时间,并提供对未分类的停机时间进行分类的能力。

分类停机时间
正确地分类机器停机事件是分析、理解和最小化这些昂贵事件发生的关键的第一步。理想情况下,每个停机事件在发生时就由操作人员进行分类。为了方便这一点,当机器进入停机事件时,MachineMetrics显示添加停机原因操作员平板电脑界面上的按钮,允许操作员选择停机原因。

注意以下关于功能的说明添加停机原因按钮:
- 该按钮可以在停机事件开始时或在配置的延迟之后立即显示。在。中输入延迟时间的设置机视图部分的系统设置页面。
- 如果操作员没有单击添加停机原因按钮,按钮将显示一段时间(也在系统设置页面中设置),然后自动将操作员视图更改为分类停机时间对话框列出如下过程中所示的停机类别。
事件发生后对停机时间进行分类
执行和管理用户操作员还可以在事件发生后在操作员平板电脑界面上对停机时间进行分类。中的事件后的停机时间还可以对执行和管理用户进行分类时间线仪表板。
要在事件发生后对操作员平板电脑界面中的停机时间进行分类,请执行以下操作:
- 点击操作员平板电脑界面停机区域的任何地方。

- 的分类停机时间对话框将显示当前和最近的前一个转换的所有未分类的停机事件。
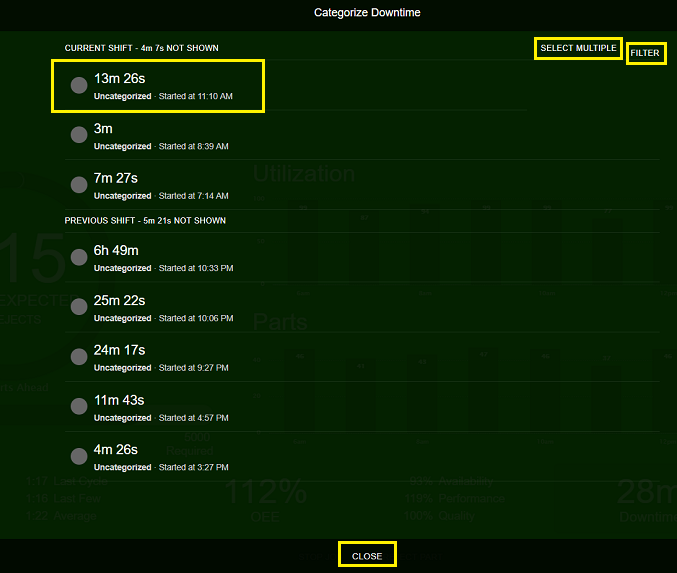
注意以下关于分类停机时间对话框:
- 你可以点击选择多个按钮对多个具有相同类别的事件进行分类。
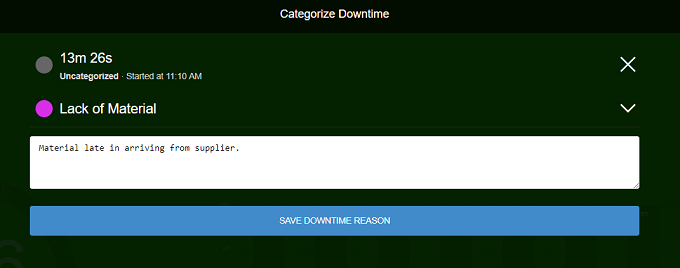
- 单击表示要分类的未分类停机事件的时间段。category Downtime对话框将显示为您的环境配置的所有停机类别,如下图所示。单击与所选停机事件原因最接近的停机类别。
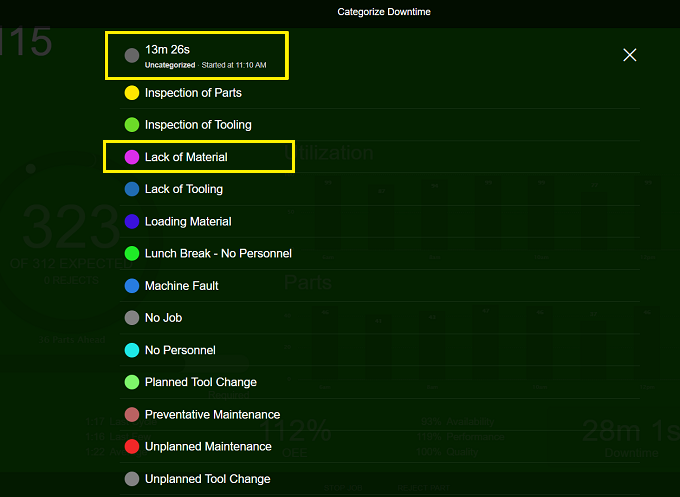
- 输入适当的说明,详细说明停机原因。单击保存停机原因当完成按钮。
- 停机时间分类对话框将再次显示所有未分类的停机时间事件列表,您刚刚分类的停机时间事件已被删除。




对停机时间进行分类时,您还可以选择将其拆分。如果发生停机事件且停机原因不止一个,例如装载物料进入午休时间,则可以选择拆分停机时间。选择停机类别后,将显示操作员屏幕分裂的停机时间在屏幕的顶部。您可以选择分裂的停机时间,然后添加停机原因。您还可以为它添加注释。这样可以更精确地跟踪机器的停机时间。

操作板界面功能
操作面板界面功能按钮和图标沿界面视图底部排列:

这些按钮和图标提供以下功能:
- 更改回仪表板视图或更改为电视(仅视图)视图
- 切换到不同的机器操作面板界面视图
- 拒收一个或多个零件
- 以操作员身份登录(需要操作员洞察力)
切换到仪表盘或电视视图
![]() 单击此图标将打开选项对话框允许你返回到仪表板视图或打开一个全屏,只查看“TV模式”视图:
单击此图标将打开选项对话框允许你返回到仪表板视图或打开一个全屏,只查看“TV模式”视图:

切换到不同的机器操作员平板电脑界面视图
![]() 单击此图标将打开选择一个机器对话框,允许您选择一个不同的机器操作员平板电脑界面查看(勾号表示当前的机器视图):
单击此图标将打开选择一个机器对话框,允许您选择一个不同的机器操作员平板电脑界面查看(勾号表示当前的机器视图):

启动和停止任务
在操作板界面的底部中央有一个按钮,允许用户在没有作业正在运行时启动作业,或者停止一个已经在运行的作业。


开始工作
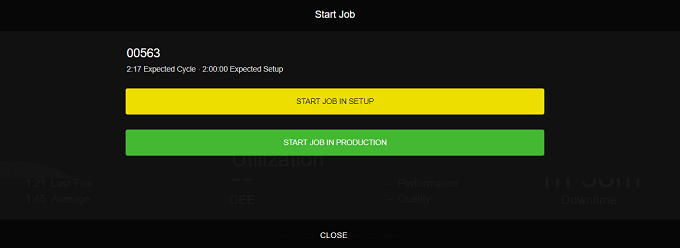
当开始工作按钮,则开始工作对话框打开,列出环境中可用的作业。用户可以滚动“作业”列表,或使用搜索字段查找要运行的“作业”:

当一个Job被选择时,会发生什么取决于以下条件:
- 如果未将作业配置为设置阶段,则单击上图中的作业名称将立即启动生产中的作业。
- 如果设置阶段, Start Job对话框将显示允许用户选择适当的Setup Stage(见下图)的按钮,或者单击生产按钮,立即开始生产作业。

- 如果作业配置为有一个安装阶段,但没有配置为单个安装阶段,则“启动作业”对话框按钮将为在安装中开始作业和开始工作生产。


停止工作
当停止工作按钮,则停止工作对话框打开,提示用户确认是否真的想停止Job。单击停止工作按钮停止作业,或单击关闭按钮关闭“停止作业”对话框,并保持作业运行。

拒绝部分
 的拒绝部分按钮旁边的启动/停止作业按钮可用于拒绝一个或多个有缺陷的零件,如下所示:
的拒绝部分按钮旁边的启动/停止作业按钮可用于拒绝一个或多个有缺陷的零件,如下所示:
- 单击拒绝部分按钮。的拒绝部分对话框将显示可用于您的环境的所有通用零件拒绝原因类别,如下图所示。点击适用于被拒绝零件的拒绝原因。你可以点击关闭按钮在对话框底部,如果您想取消拒绝零件。

- 输入被拒收零件的数量,以及清楚说明拒收原因的适当描述。单击拒绝[#]部分当完成按钮。



操作员登录

如果运营商的洞察力功能启用在环境中,操作员平板电脑界面的右下方将包含一个操作员登录按钮。如果没有操作员登录,按钮将显示没有操作符如上所示。如果操作员已经登录,按钮会显示操作员的姓名。若未启用“操作员洞察”,则该按钮不会显示在操作员平板电脑界面上。看到运营商获取有关使用Operator Insight特性的完整信息。
评论
0评论
请登录留下评论。